WESTBOROUGH, Mass., Merchants Fabrication, Inc. (MFI), a full-service metal plate and structural shape manufacturer specializing in the machine building industry, has relocated from their previous Southbridge, MA location to Westborough as of September 1, 2021. The move to 5 Walkup Drive in Westborough, MA comes from MFI’s unprecedented growth over the last two years and will enable MFI to have access to a more spacious, modernized working space.
“Having outgrown the space in Southbridge, the entire team is excited about our move,” says John Bernier, General Manager. “By moving to Westborough, we’re not only able to maintain closer contact with many of our customers, but also to continue providing our signature high quality, custom solutions as we continue to grow.”
“The move solidifies MFI’s commitment to providing our customers with superior engineering support capabilities and the most cost-effective solutions,” adds Voytek Knara, Production Supervisor.
MFI has extensive history and experience in sub-contract manufacturing work, specializing in the aerospace, paper, food and beverage, medical, and specialty equipment industries. Their capabilities range from custom fabrication work, prototyping, and custom design to waterjet cutting, CNC bending, welding, and more.
SOUTHBRIDGE, Mass., Merchants Fabrication, Inc. (MFI), a full-service metal plate and structural shape manufacturer specializing in the machine building industry, is pleased to announce that Voytek Knara has been promoted within the company as Production Supervisor.
“Voytek has been an integral member of the MFI team for over a decade and has played a key role in our success thus far,” comments John Bernier, MFI General Manager. “This promotion could not be more deserving.”
Mr. Knara, who has been with the company for 17 years, has nearly 30 years total of manufacturing experience. His new role at MFI will allow Mr. Knara to bring his expansive knowledge of metal fabrication theory and procedure as well as mechanical troubleshooting to the production floor.
“I am both honored and thrilled to be able to continue my work at MFI in this new role, and am excited to help bring the company to the next level,” commented Mr. Knara.
MFI has extensive history and experience in sub-contract manufacturing work, specializing in the aerospace, paper, food and beverage, medical, and specialty equipment industries. Their capabilities range from custom fabrication work, prototyping, and custom design to waterjet cutting, CNC bending, welding, and more.
In the metal fabrication industry, metal bending is one of the most common metal forming processes. Metal bending, also known as press braking, flanging, and folding, is used to deform a metallic workpiece into an angular shape by use of extreme force. In order for the deformation to take place, the force exerted onto the workpiece must exceed the piece’s strength.
With metal bending, there are quite a few different methods a fabricator could take. In addition, there are various materials other than steel in which a fabricator can transform with a press brake. These materials can range from plastic to wood and iron to alloys, for example.
To get started, let’s break down a few of the more common metal bending methods and the advantages they offer.
V-bending
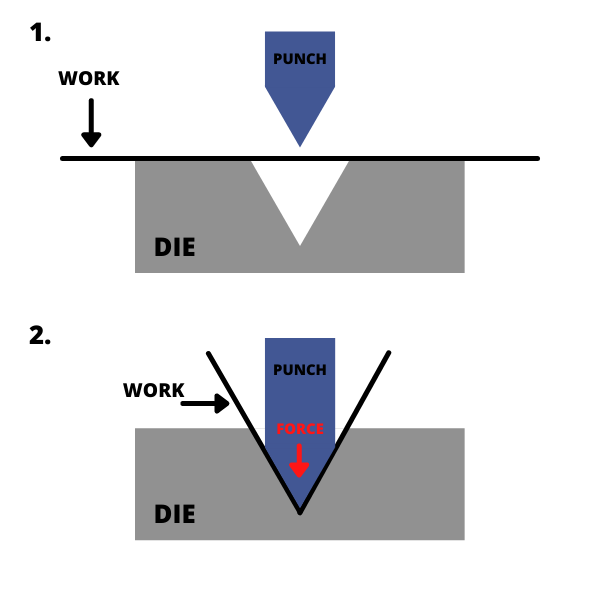
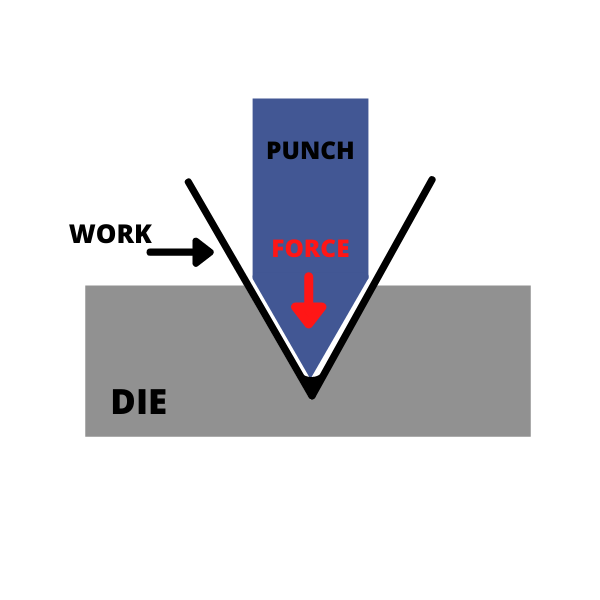
V-bending is the most common form of metal bending with a punch and V-shaped die. There are three subgroups to V-bending: air bending, coining, and bottoming, with air bending and bottoming taking up 90% of all bending jobs. The V-bending process takes place when a V-shaped punch forces the work into the V-shaped die, ultimately bending it.
Air Bending
Air bending is a subgroup of V-bending that does not require a sided die. The term air bending, also known as partial bending, is when a metallic workpiece is reshaped without actually touching the die cavity. The workpiece is, instead, rested on two points and the punch pushes down on the bend. If a fabricator makes the decision to use air bending, they will be offered much more flexibility, but less accuracy than coining or bottoming.
One of the advantages that comes with opting for air bending is that it allows the bending of thicker materials and varies the depth of the punch stroke in order to successfully bend at different angles. With this kind of flexibility and adaptability, the fabricator can invest less on tooling and won’t need to change their tools as often. In addition, since air bending does not require as much tonnage, this means that there will be less wear and tear on your machines, ultimately making them last much longer.
Unfortunately, air bending does have its disadvantages as well. While this method offers more flexibility with forming different angles, the bending angle can be heavily influenced by the sheet metal’s spring-back. Spring-back is when the metal relaxes after bending. Depending on the type of metal, the spring-back can also vary and cause the metal to bend at angles that were not initially intended or desired. In order to counteract the spring-back, it’s often suggested that sheet metals with constant thickness and resistance be used.
Coining
Prior to modern machinery, coining used to be the preferred method of metal bending as it once offered the most accuracy. The term coining comes from actual metal currency coins because coins need to be made identical to one another in order to keep them distinguishable enough to spot counterfeit coins. However, with modern technology and equipment, it is now not as commonly used.
Contrary to air bending, coining deforms the workpiece to fit the die’s exact shape by applying an extreme amount of tonnage. Fortunately, since this method allows the fabricator to deform the workpiece to the die’s exact shape, there is no spring-back to worry about. This is due to the fact that when the die deforms the workpiece, it’s using extreme force to penetrate the workpiece, ensuring a very small radius for the bend, which ultimately guarantees high precision.
While coining seems to be a more accurate method, due to the extreme amount of tonnage needed to deform the workpiece, it requires four to five times more high bending force than air bending. In addition, it requires more tools for each angle and shape. For some fabricators, this isn’t an issue. It’s all up to preference and what the project is!
Bottoming
The last form of V-bending is bottoming, also known as bottom pressing or bottom striking. Bottoming is when the punch pushes the workpiece onto the die surface, ultimately deforming the piece. What makes this method different from the others is that the inner radius of the angled sheet is completely dependent on the die’s radius.
As the inner line becomes more compressed and deformed, the more force is needed to fully deform it. Fortunately, the final bend angle is preset based on the die’s radius, making the exertion possible. In addition, the more force that is used, the chances of experiencing spring-back decreases. Unfortunately, like coining, bottoming requires a different tool set for each bend angle, sheet thickness, and material.
At MFI, we use a 225-ton press brake for all of our metal bending needs. This powerhouse of a machine is capable of bending sheet metal up to 12 feet long and 3/4” thick, making it easy to craft large and small projects. With a team that is committed to delivering high quality projects and decades’ worth of experience in the fabricator industry, we hope you think of us for all of your metal fabrication needs.
To get a better look at our metal forming and bending capabilities, check out our video below.
Subscribe to our YouTube page here and stay updated on our capabilities and projects!
As an entrepreneur, when you have a great idea for a product or service, one of the first things you do is surround yourself with a support system: someone who is well-versed in marketing, manufacturing, information technology, etc. The same type of mentality is at the forefront of every successful business, including manufacturing. By creating lasting relationships with other manufacturers and distributors, a business can ensure that all contributing parties, consumer included, are satisfied.
Depending on the industry or company size, manufacturers are sometimes limited in what they are able to produce or interested in producing. Take for instance, a mattress manufacture store. If a consumer were to walk into a mattress store in search of a new one, they would easily be able to get what they’re looking for. However, people need more than just a mattress to sleep on; there’s fitted and top sheets, comforters, pillows, pillow shams, etc. When that consumer enters the mattress store, they’re going to need more than what the store is offering them, so some may even opt for a completely different store where they can get a mattress and its accessories all in one place, resulting in a lost sale.
Now, the mattress store doesn’t (and sometimes can’t) need to also start manufacturing accessories; all they have to do is partner with a local bed linen manufacturer. By partnering with another manufacturer, the mattress store doesn’t need to worry about maintaining a large inventory stock and storage, transportation costs will be lower due to ground transportation instead of shipping overseas, and a local partnership will offer both businesses the opportunity to collaborate with one another.
Machine for the production of springs. International Exhibition of Metalworking.
This kind of special and necessary partnership isn’t limited to just retail stores. In our business, it is just as crucial for us to work together with other local manufacturers and distributors. If one of our machines is down or if we run out of parts needed to fabricate, for example, a customer’s hard drive crusher house, we won’t meet our goal. Meeting deadlines, crafting our projects to our customers’ needs, and customer centricity is a hallmark to MFI so by partnering with other local manufacturers, we can stay on track and keep all parties happy and satisfied. We have the ability to go to our partners for spare parts or utilize their equipment instead of waiting for weeks, even months, for parts to be shipped overseas or equipment replaced.
It’s here when it is important to remember that when opting for an American-based business, the benefits are not just limited to the consumer – manufacturers, distributors, and local communities are also rewarded.
By partnering together, manufacturers can order spare parts from each other or local distributors that already carry the needed inventory. This will drop the lead time and help the fabricator with meeting their customer deadline (which leads to a satisfied customer!). Local distributors can carry items at a lower cost and typically without a minimum order like some of the larger manufacturers and those abroad. This will allow the fabricator to purchase the parts without buying in excess and requires less inventory, which leads to less money spent and less need for storage. There’s also the added bonus of using ground transportation rather than ocean shipping, one of the biggest emitters of greenhouse gases, which allows for a smaller carbon footprint. By forging these relationships, you not only save time and money, but the environment as well!
Now that we’ve covered how the consumer and manufacturers benefit, they don’t just stop there.
There is a plethora of reasons why a consumer or business may opt for the American-made route when it comes to manufacturing and/or distributing product. Consumers may want to shop more consciously and ethically by supporting businesses that treat and pay their workers adequately and fairly, offering them a better quality of life. Some consumers may feel a sense of familiarity and trust when shopping locally. Other consumers may be looking to directly support the American economy and local communities, as shown in a 2012 Boston Consulting Group report stating that a reported 80% of Americans will pay more for an item if it leads to supporting more U.S. jobs.
As you can tell, when manufacturers partner together, they can offer shorter lead times, more flexibility and room for collaboration, save themselves and their customers money, and continue to serve the exceptional service their customers deserve, while helping their local communities.
If you or your business are in the market for metal signage, there are a few things to consider before getting started. What is the purpose of your signage? Is your signage going to be displayed indoors or outdoors? What kind of material do you want to use?
Let’s walk through some of the various kinds of materials you can use to determine the best sign for you and your business.
Aluminum Aluminum is one of the most commonly used materials for signage. It is best known for being a lightweight but durable metal, giving it the ability to withstand harsh weather conditions and heavy traffic. Some metals, such as stainless steel, are easily susceptible to rust. Rust occurs during the oxidation of iron or steel due to interaction with water or air, so unlike steel, aluminum won’t easily rust or corrode as it does not contain any iron or steel. These combined characteristics make it a great option for outdoor signage.
While aluminum is typically thinner than other metals, its softness and elasticity allow it to be fully customizable to fit a variety of sizes, thicknesses, and shapes depending on the intended look or use. Depending on the aesthetic your company is looking for, there’s also a variety of finishes, print, and color options. The faces of most aluminum signs are semi-glossy with a matte finish in addition to if a vinyl design is adhered on top. Aluminum signs can easily be found in most parking lots as aluminum is used to label wheelchair accessible parking spots and traffic signs. All in all, aluminum signage is lightweight, durable, and versatile.
Now that we have the basics of aluminum out of the way, let’s dive deeper into the three main types of aluminum: standard, reflective, and brushed.
Standard aluminum is perfect for indoor and outdoor use, as we described above. It is weather resistant, affordable, and durable enough to withstand harsh weather conditions and heavy traffic. If the signage is placed and taken care of properly, it can have a life expectancy of a minimum of five years.
The next type of aluminum sign is reflective aluminum. Reflective aluminum is exactly what it sounds like – it reflects in the dark! These types of signs allow for visibility in the dark, making aluminum the perfect material for roadside markers, traffic and parking lots, warning notices, business safety signs, etc. Unlike standard aluminum, reflective aluminum has three different layers: it is comprised of two sheets of aluminum that are joined by a polyethylene core. This offers an extra layer of durability and visibility. The design is then printed on a vinyl overlay that is adhered to the surface with a high adhesive backing that will prevent the design from coming off of the aluminum.
Lastly, there is brushed aluminum. Similar to reflective aluminum, brushed aluminum uses a polyethylene core between two aluminum sheets but has one brushed side, resulting in a matte metallic look. This type of signage is typically used for indoor purposes, such as decorating office and hotel lobbies because its matte face fits a more professional and elegant style. However, it can also be weatherproofed to be used for outdoors.
Stainless Steel Solid stainless steel plates are much stronger and heavier than aluminum. With that being said, it’s important to note that they’re fragile enough that they require gentle care and reinforcement as they’re more susceptible to corrosion and rust. Additional treatments and finishes can be added to stainless steel to ensure their durability and life expectancy.
With modern digital printing capabilities, the customization possibilities are endless. It’s possible you’ve seen a metal sign and didn’t even know it was made from metal! However, it’s important to note that while designing the face of the sign is fully customizable, shaping stainless steel is not easy to bend or dent, causing less flexibility in the design process.
In addition to aluminum and stainless steel, there are other kinds of metals that would work for your intended signage. Other metals include brass, copper, and bronze. It’s important to note that while these other metals may have the aesthetic you are looking for, they may not provide the longevity of aluminum or value of stainless steel.
Regardless of the purpose, location, and material of your signage, the possibilities are endless when it comes to crafting a sign that reflects all of your needs.
Art, by definition, is an expression of human creativity and imagination. It can present itself in numerous forms; from painting and graphic design to pottery and literature. But…what about welding? It may not be the one that most often comes to mind, but for us, it’s the one that inspires us the most.
Here are some phenomenal pieces of welded metalwork art that inspire our inner artist.
Alan Williams, an English metal artist, crafted this 8-foot tall phoenix as a commissioned piece. The phoenix is made up of galvanized steel with 3mm sheet copper and glass to add pops of color and dimension to the piece. Williams used other materials such as threaded bar, forged steel, metal cutlery, and motorbike sprockets to bring this custom piece to life. You can see more of Williams’s work by visiting his website here.
Welding artist David Madero crafted this awe-inspiring 27-foot tall by 17-foot wide golden eagle perched atop a cactus, gripping a rattlesnake in its talons and fangs. The project, named La Fuerza del Espíritu (or The Strength of the Spirit), took approximately 18 weeks to complete. The sculpture was crafted for Los Pinos, the official office of the President of Mexico, in Mexico City back in 2015. You can find more of Madero’s exceptional work here on his Instagram.
Istanbul-based metal sculptor, Selçuk Yılmaz, created this 11.5-foot tall, three-dimensional lion out of steel. The lion, named Kali, weighs over 770 pounds and is the artist’s largest piece to date. You can see more of Selçuk’s work on his Instagram page here.
Inspired by a M-60 submarine, Russian artist Igot Khrenov crafted this incredible BBQ cooker and octopus firewood stand. The cooker is complete with a frying pan and glass holders.
Hasan Novrozi, an Iranian sculptor, created this steampunk statue of a horse from automotive parts, scrap metal, and pieces of metal tools. In addition to welded sculptures, Novrozi also creates art from clay and other media.
This piece, also known as The Flybrary, is a 20-foot steel statue crafted by metalwork artist Christina Sporrong. Sporrong is best known for her work creating intricate and larger-than-life pieces for festivals. The Flybrary, a steel planar head with a flock of birds flying out of the top of the head, was created for the 2019 Burning Man festival. You can see how Sporrong brought this piece to life here.
Atlanta Falcon fans will recognize this amazing metal sculpture! Hungarian artist Gabor Miklos Szoke created this 41-foot tall, 73,000 pound stainless steel statue for the American football team, making it the largest bird statue in the world. Find out more about Szoke’s art here.
Eduardo Catalano of Argentina created this 75-foot tall flower sculpture in 2002. The sculpture, named Floralis Generica, weighs a whopping 36,000 pounds and is constructed out of stainless steel with an aluminum skeleton. The giant flower can be visited at the Plaza de las Naciones Unidas in Buenos Aires, Argentina.
This stainless steel and marble spider statue was handcrafted in 1999 by Louise Bourgeois, a French-American artist. The 30-foot tall spider, named Maman, can be seen at the Tate Modern in London.
This piece is one most people are familiar with – the Cloud Gate in Chicago, Illinois. Affectionally referred to as, The Bean, this piece was crafted by Indian-born British artist Sir Anish Kapoor. The piece, ranking in at 33-feet tall, is comprised of over 160 stainless steel plates that have been welded together so perfectly, there are no visible seams.
This last sculpture hits home for us as it is displayed in front of our parent company, Security Engineered Machinery (SEM) in Westborough, MA! The piece, named Weldage #5, is a painted aluminum sculpture created by artist Hans Van de Bovenkamp in 1989.
Regardless of what inspires us, we are always ready to bring those ideas and inspirations to life. At MFI, we have exceptional fabricators with decades of experience that are always ready to help you bring your vision to life.
SOUTHBRIDGE, Mass., Merchants Fabrication, Inc. (MFI), a full-service metal plate and structural shape manufacturer specializing in the machine building industry, is pleased to announce that John Bernier has joined the company as General Manager. Mr. Bernier joins MFI with over 30 years of manufacturing experience. He has extensive experience in operational excellence, manufacturing operations, and engineering, with a proven track record of exceptional quality management and customer relations skills.
“We’re just getting started,” commented Mr. Bernier. “MFI has been in the business a long time and we want our community to know that we’re not going anywhere. We have a lot of exciting projects and plans up our sleeves and are looking forward to engaging more with local businesses. Our extensive metal fabrication skills and abilities put us in a solid position in the marketplace and allow us to respond quickly to customer requests at a very competitive price”.
MFI has extensive history and experience in sub-contract manufacturing work, specializing in the aerospace, paper, food and beverage, medical, and specialty equipment industries. Their capabilities range from custom fabrication work, prototyping, and custom design to waterjet cutting, CNC punching, welding, and more. A full list of MFI’s capabilities can be found on their newly renovated website.
“Customer centricity is a hallmark to MFI,” added Mr. Bernier. “Our clients are the lifeblood of our business, and we are committed to ensuring exceptional quality, integrity, and service to our clients, both present and future.”
In business for over 55 years, MFI is dedicated to delivering only the most exceptional quality projects and service to their clients, both present and future.
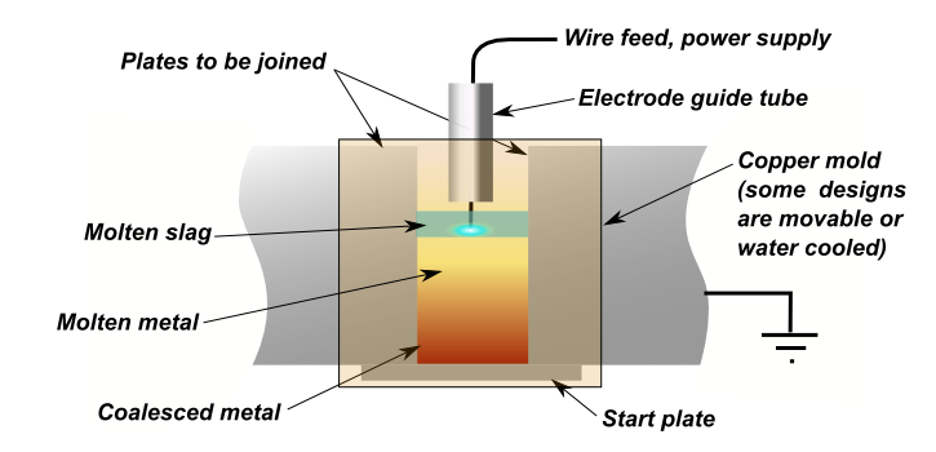
In the late 1930’s, electro-slag welding (ESW) process was first created in the United States then patented by Robert Hopkins in 1940. The E.O. Paton Institute in the Ukraine developed ESW further with other metals and materials. ESW is a process that produces coalescence of metals with molten slag that melts the filler metal and the surface of the workpieces. Slag is formed when iron or iron pellets (either limestone or dolomite) are melted together in a blast furnace. The weld pool is shielded by this slag which moves along the full cross section of the joints as welding progresses. The process is initiated by an arc that heats up the slag. The arc is then extinguished by the conductive slag which is kept molten by its resistance to electric current passing between the electrode and the workpieces. ESW is the primary method used for cast weld assemblies of heavy sections due to one of its key characteristics of a high deposition rate. ESW is often used in structural box columns and wide flanges.
Much like submerged arc welding (SAW), ESW is also used for welding in the vertical position. Both utilize bare electrode wires fed continuously into a molten slag pool contained between water-cooled dams. The arc is then extinguished by pre-deposited flux. The molten pool of weld metal and base metal that is maintained by the heat generated from the resistance from the flux to the passage of current from the electrode to the base metal creates a molten resistor that is heated approximately to 3,500°F. If heat escapes the molten flux and weld pools too rapidly, the cross section of the weld could result in barrel shape, or incomplete fusion at the weld corners. The deposition weight of the weld, minimal joint prep involved, and vertical position needed all contributing to limiting the process to large weld projects or repairs normally using carbon or low alloy steel. The deposition rate is the relationship of the weight of the weld metal deposited to the weight of the electrode (or wire) consumed in making a weld. Weight of metal divided by weight of electrode used leaves you with the deposition efficiency expressed in pounds per hour. The higher the deposition rate, the lesser the amount of metal is wasted by not becoming part of the deposited weld metal. In short, ESW prevents a large percentage of welding consumables from being lost to slag, patter, and fume, giving fabricators the leading determinants of the cost of the effectiveness of a consumable. This can be very sought after depending on the end result asked to be achieved.
Like all fabricating procedures, depending on the final result of the part needed, there are disadvantages and advantages to each chosen. Unlike SAW, or other similar arc welding processes, no angular distortion or residual stresses occur with ESW because the weld is symmetrical in respect to its axis. Due to its vertical position, it produces a high welding speed creating a healthy amount of stress distributed across the weld. As mentioned before, its important the molten resistor is heated to approximately 3,500°F, as any higher could result in the weld quality being poor, allowing toughness from the grains in the fusion/heat-affected zone. ESW is also restricted to a vertical position with welding, which can be great to link thick metals together, but not advantageous for less thick parts.
Many factors have to be considered when selecting a welding process for a particular purpose or functionality. The types of welding needed to be performed, the types of steel, and the size and quality are only a few of topmost considered factors to be evaluated prior to any fabricating process. Electro-slag welding is no longer considered to be THE one option to link thick steel plates. With modern technological advances in ESW, its role has expanded beyond flanges to the construction sites of major high-ride bridges and buildings. ESW has been proving time and time again how cost-effective it can be for the reliable creation of large welds involving bridges and buildings.
Tolerance is a word that is tossed around a lot in the welding world and it stands as the most analyzed element for evaluating manufacturing quality. Tolerances are critical to the manufacturing process as they determine how well a part will fit in the final product and how stable that product will be. A tolerance can be used in reference to mechanical fit, proper alignment of holes for assembly (“fit up”), and deviations from straightness or accuracy of assembly. Tolerance is one of the most important considerations for those deciding on which metal fabricator to choose.
Tight tolerances are not universally achievable at any given shop. The newer technologies such as cutting, machining, and welding make this an even harder process leaving more opportunity for error. Workpiece parts go through several processes in any given manufacturing cycle. Multiple people touching a part, the quality of the assembly, and the tolerance capabilities among outsourced manufacturers are key reasons why outsourcing a part or finishing the assembly with multiple vendors can lead to further tolerance issues. It is best to have as many processes as possible consolidated in one space where everyone has a general understanding of how each service interacts in the making of the parts. In-house manufacturing will always be more favorable to achieve tighter tolerances since the manufacturing process is evaluated and refined all in the same spot. In-house engineering on top of in-house manufacturing can ensure an even tighter tolerance as there will be more understanding of how each machine or person interacts with a part. Geometric dimensioning and tolerancing (GD&T) is an established method for communicating engineering tolerances. This communication enables engineering tolerances and allows engineers and anyone else working with the part to anticipate tolerance constraints before the manufacturing production starts. GD&T is still up and coming in the manufacturing world and today is only found among a few metal fabricators around the U.S. GD&T is a powerful language and tool that could greatly benefit the manufacturing side of the processes.
One of the more important aspects of tolerancing is understanding that when tolerances are so tight, they do nothing but drive up the cost of production and slow down how fast manufacturing gets their processes done. As noted above, tolerances are used to ensure the fit and utility of the part. If the proper functionality and fit can be achieved with a looser tolerance, that option should always be taken even if it’s possible to achieve tolerance that is tighter. Why? Ensuring as tight of a tolerance as possible on a part that doesn’t deem that requirement is not worth the loss of productivity and increased cost that will need to be factored into the end result. Sometimes, less really is more. It’s helpful to consult with your manufacturer on their experience with similar work since they have probably seen similar tolerances and can make the best recommendations.
Tolerances can always vary depending on the type of equipment available on the floor at a given time. For precision cutting, machines have little room for error, leaving the metal fabricator almost entirely dependent on the technology available. It’s important to note which equipment will be available to whomever is working your project. This will ensure that the quoted tolerances can be met on a consistent time basis. Sometimes having a certified weld inspector (CWI) can be helpful to ensure proper tolerances are being hit.
Some places will take precautions to the next level by having a risk management team. A risk management team will not only mitigate the risks associated with poor tolerances but will reduce the quantity of faulty parts within its production style. Having a risk management team or something similar within the facility will give the fabricators the ability to reflect their objective data on their work done and assess how to make further improvements. The tighter the tolerance, the more time risk management has to take guaranteeing quality. When considering tolerance, the fewer people and machines involved the better. Luckily, the tight quality tolerances you’re looking for can be found here at MFI because everything we produce is in-house including tolerances for the final product. Time and money will be saved by eliminating several unnecessary layers of outsourced contractors/manufacturers by manufacturing in-house. At MFI we can assure you quality workmanship will be done.
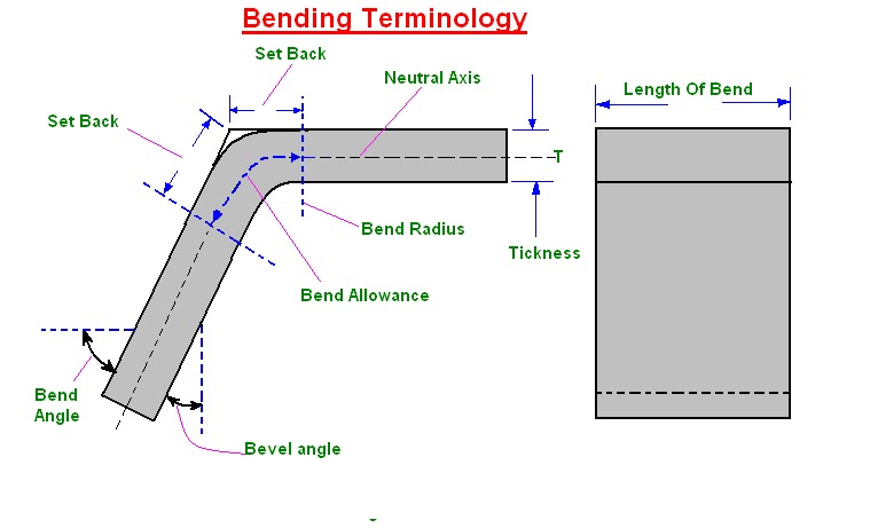
Welding procedures require bend tests for many parts such as tubes or pipes. It’s important to know the properties of the part to be worked on. The inside bend radius (sometimes called the intrados), the outside bend radius (extrados), and the centerline radius (or neutral line) where neither compression nor stretching occurs are all critical variables when bend testing.
The distance between bends (DBB) is the distance between two tangent points where a straight section begins to curve and the bend finishes. Similar to press brake forming, tubes and other parts experience a springback after being bent, which can produce radial growth in the tube. Depending on the metal of course, outcomes will vary. For example, stainless steel will have more radial growth post-bend than copper. The quality of the metal, size, and consistency of weld seam are all integral parts of the finished bend. If two edges of a joint aren’t aligned correctly, or the weld bead (deposited melted filler metal) isn’t the right size, it could end up affecting the shape of the tube negatively and the “perfect bend” won’t be achieved. “Elongation” is the term coined for when the outside radius stretches causing wall thinning. This causes the outside of the surface of the bend to cave in, resulting in an oval type shape much distorted from the original desired round shape. Most tubes are bent by ram-type bending, roll bending, compression bending, or rotary draw bending.
Ram-type bending uses a hydraulically driven ram that forces a tube against rollers or pivot blocks and can achieve three to four times the original diameter of the workpiece. These types of benders can be found in any muffler shop. This particular method is popular in square tubing applications. It is the least expensive way to bend tubes or pipes; however, it is not as controllable as some of the other methods. If one is in need of certain aesthetics or cosmetics to the workpiece, or need tight bending tolerances, the ram-type method may not be the most suitable.
Compression bending uses a roller as well or a compression die to bend the workpiece but instead compresses it around a stationary bend die. It clamps the workpiece from behind and compresses the tube against the stationary bend die. This is a good method for those creating symmetrical workpieces. Identical bends can be achieved with this use in one go with the machine creating two bends on each side. This method is mostly used to produce household items and commercial products. An example of compression bending that can be seen in the daily world would be a towel bar with two identical bends on each side hanging on the wall of a bathroom.
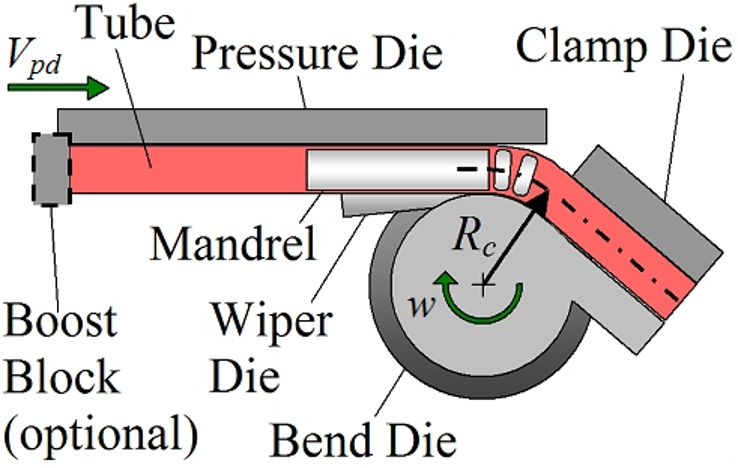
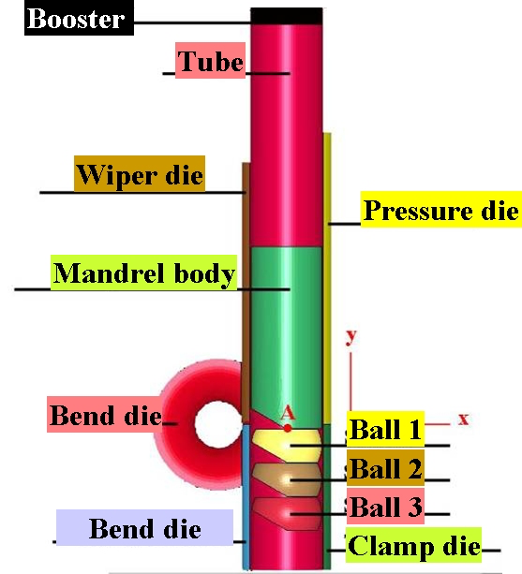
Rotary draw bending is ideal for tube bending involving tight radii. This method gives the utmost control regarding wall thinning and risks of ovality that ram-type bending may fall victim to. Rotary draw bending supports the metal being bent used a mandrel inside the tube while utilizing precision tooling on the outside. A rotary draw bend entails a pressure die holding the straight section of the tube, a clamp die rotating the workpiece around a curved rounded bend die, a mandrel with a series of balls on the tail end to support the interior of the tube around the bend, and a wiper die that wipes the workpieces tangent point of the inside radius to prevent against any wrinkles that could potentially be formed in the process. The pressure die also supports the outside radius of the tube during a bend. More common today, hydraulics are being used by pushing against the pressure die to minimize wall thinning further. Each element involved in rotary draw bending allows for total control of the inner and outer diameter throughout bending. It’s important to practice attentiveness with what metals and tools you’re working with when rotary bending. It’s important to have a combination of hard and soft materials. When using a hard work piece, a soft mandrel is optimum. If mandrel is too hard it could get stuck inside of the tube. Respectfully, a soft workpiece would in turn require a harder mandrel.
There is always a level unpredictability involved with any trade; however, with the advancements of modern technology, bending will only become more precise every time. Whether working with pipes or tubes, whichever method of bending utilized is always relative to the quality of the material, machines, tools, and lubrications involved. Also, knowing the proper bends is just as important as the quality of material being used. Due to different levels of spring back from different metals, it’s crucial to know what’s best for the desired outcome. Here at MFI, we utilize the ideal bends for our end user’s desired project requirements and can assure that our expert fabricators will produce the highest quality products.

 Air Bending
Air Bending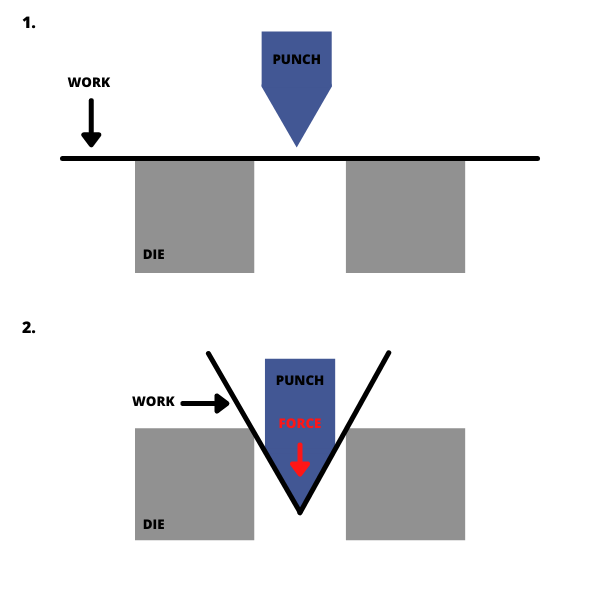 One of the advantages that comes with opting for air bending is that it allows the bending of thicker materials and varies the depth of the punch stroke in order to successfully bend at different angles. With this kind of flexibility and adaptability, the fabricator can invest less on tooling and won’t need to change their tools as often. In addition, since air bending does not require as much tonnage, this means that there will be less wear and tear on your machines, ultimately making them last much longer.
One of the advantages that comes with opting for air bending is that it allows the bending of thicker materials and varies the depth of the punch stroke in order to successfully bend at different angles. With this kind of flexibility and adaptability, the fabricator can invest less on tooling and won’t need to change their tools as often. In addition, since air bending does not require as much tonnage, this means that there will be less wear and tear on your machines, ultimately making them last much longer.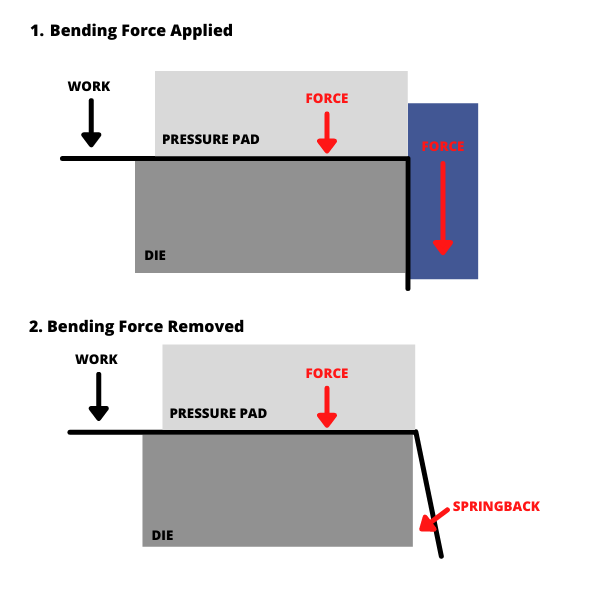 Coining
Coining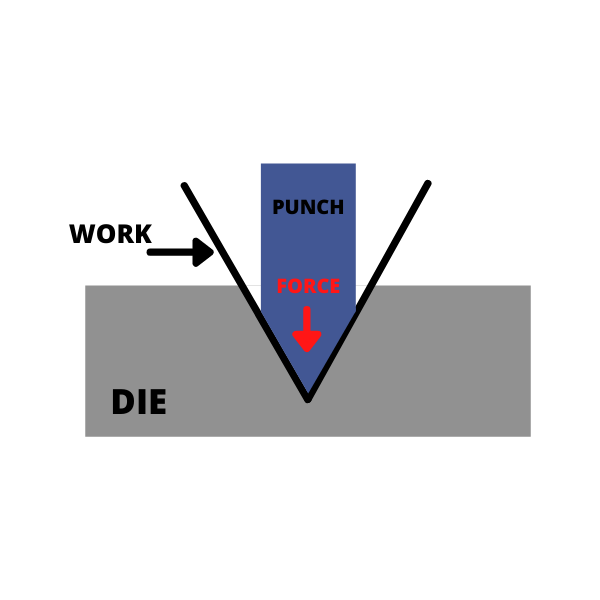
 As the inner line becomes more compressed and deformed, the more force is needed to fully deform it. Fortunately, the final bend angle is preset based on the die’s radius, making the exertion possible. In addition, the more force that is used, the chances of experiencing spring-back decreases. Unfortunately, like coining, bottoming requires a different tool set for each bend angle, sheet thickness, and material.
As the inner line becomes more compressed and deformed, the more force is needed to fully deform it. Fortunately, the final bend angle is preset based on the die’s radius, making the exertion possible. In addition, the more force that is used, the chances of experiencing spring-back decreases. Unfortunately, like coining, bottoming requires a different tool set for each bend angle, sheet thickness, and material.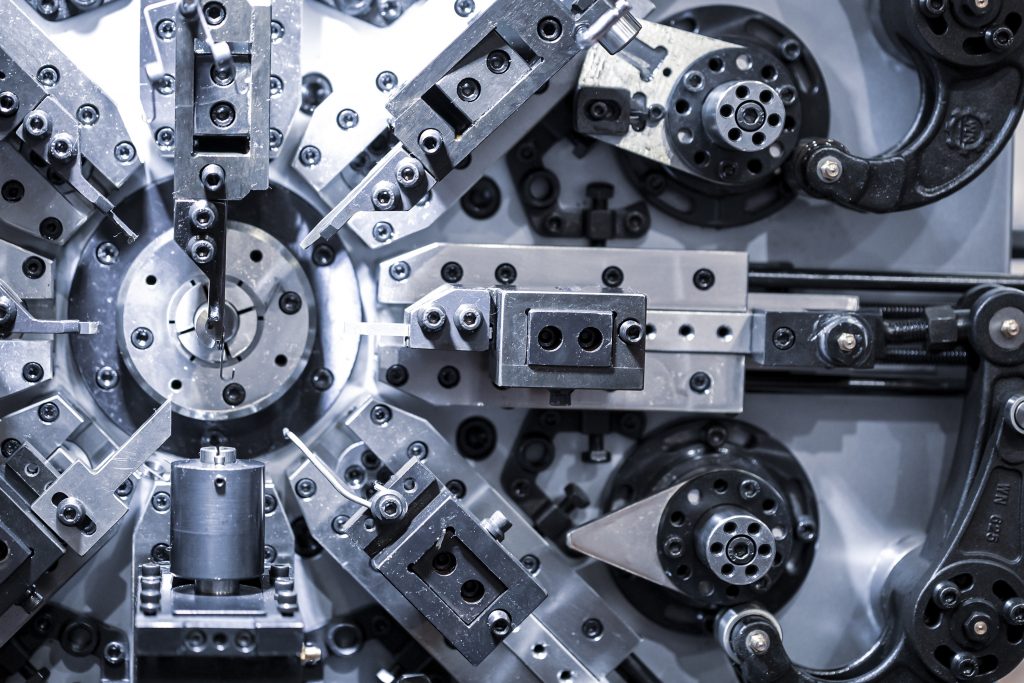

 Now that we have the basics of aluminum out of the way, let’s dive deeper into the three main types of aluminum: standard, reflective, and brushed.
Now that we have the basics of aluminum out of the way, let’s dive deeper into the three main types of aluminum: standard, reflective, and brushed.



 Inspired by a M-60 submarine, Russian artist Igot Khrenov crafted this incredible BBQ cooker and octopus firewood stand. The cooker is complete with a frying pan and glass holders.
Inspired by a M-60 submarine, Russian artist Igot Khrenov crafted this incredible BBQ cooker and octopus firewood stand. The cooker is complete with a frying pan and glass holders. Hasan Novrozi, an Iranian sculptor, created this steampunk statue of a horse from automotive parts, scrap metal, and pieces of metal tools. In addition to welded sculptures, Novrozi also creates art from clay and other media.
Hasan Novrozi, an Iranian sculptor, created this steampunk statue of a horse from automotive parts, scrap metal, and pieces of metal tools. In addition to welded sculptures, Novrozi also creates art from clay and other media. This piece, also known as The Flybrary, is a 20-foot steel statue crafted by metalwork artist Christina Sporrong. Sporrong is best known for her work creating intricate and larger-than-life pieces for festivals. The Flybrary, a steel planar head with a flock of birds flying out of the top of the head, was created for the 2019 Burning Man festival. You can see how Sporrong brought this piece to life
This piece, also known as The Flybrary, is a 20-foot steel statue crafted by metalwork artist Christina Sporrong. Sporrong is best known for her work creating intricate and larger-than-life pieces for festivals. The Flybrary, a steel planar head with a flock of birds flying out of the top of the head, was created for the 2019 Burning Man festival. You can see how Sporrong brought this piece to life  Atlanta Falcon fans will recognize this amazing metal sculpture! Hungarian artist Gabor Miklos Szoke created this 41-foot tall, 73,000 pound stainless steel statue for the American football team, making it the largest bird statue in the world. Find out more about Szoke’s art
Atlanta Falcon fans will recognize this amazing metal sculpture! Hungarian artist Gabor Miklos Szoke created this 41-foot tall, 73,000 pound stainless steel statue for the American football team, making it the largest bird statue in the world. Find out more about Szoke’s art  Eduardo Catalano of Argentina created this 75-foot tall flower sculpture in 2002. The sculpture, named Floralis Generica, weighs a whopping 36,000 pounds and is constructed out of stainless steel with an aluminum skeleton. The giant flower can be visited at the Plaza de las Naciones Unidas in Buenos Aires, Argentina.
Eduardo Catalano of Argentina created this 75-foot tall flower sculpture in 2002. The sculpture, named Floralis Generica, weighs a whopping 36,000 pounds and is constructed out of stainless steel with an aluminum skeleton. The giant flower can be visited at the Plaza de las Naciones Unidas in Buenos Aires, Argentina. This stainless steel and marble spider statue was handcrafted in 1999 by Louise Bourgeois, a French-American artist. The 30-foot tall spider, named Maman, can be seen at the Tate Modern in London.
This stainless steel and marble spider statue was handcrafted in 1999 by Louise Bourgeois, a French-American artist. The 30-foot tall spider, named Maman, can be seen at the Tate Modern in London. This piece is one most people are familiar with – the Cloud Gate in Chicago, Illinois. Affectionally referred to as, The Bean, this piece was crafted by Indian-born British artist Sir Anish Kapoor. The piece, ranking in at 33-feet tall, is comprised of over 160 stainless steel plates that have been welded together so perfectly, there are no visible seams.
This piece is one most people are familiar with – the Cloud Gate in Chicago, Illinois. Affectionally referred to as, The Bean, this piece was crafted by Indian-born British artist Sir Anish Kapoor. The piece, ranking in at 33-feet tall, is comprised of over 160 stainless steel plates that have been welded together so perfectly, there are no visible seams. This last sculpture hits home for us as it is displayed in front of our parent company, Security Engineered Machinery (SEM) in Westborough, MA! The piece, named Weldage #5, is a painted aluminum sculpture created by artist Hans Van de Bovenkamp in 1989.
This last sculpture hits home for us as it is displayed in front of our parent company, Security Engineered Machinery (SEM) in Westborough, MA! The piece, named Weldage #5, is a painted aluminum sculpture created by artist Hans Van de Bovenkamp in 1989.