When designing something that requires two pieces of metal to be brought together, it’s important to consider whether they will be welded or riveted. Welded joints and riveted joints are two commonly used permanent joining processes. Both welding and riveting have strengths and drawbacks that will create a part that lasts a long while depending on the project at hand.
Riveting
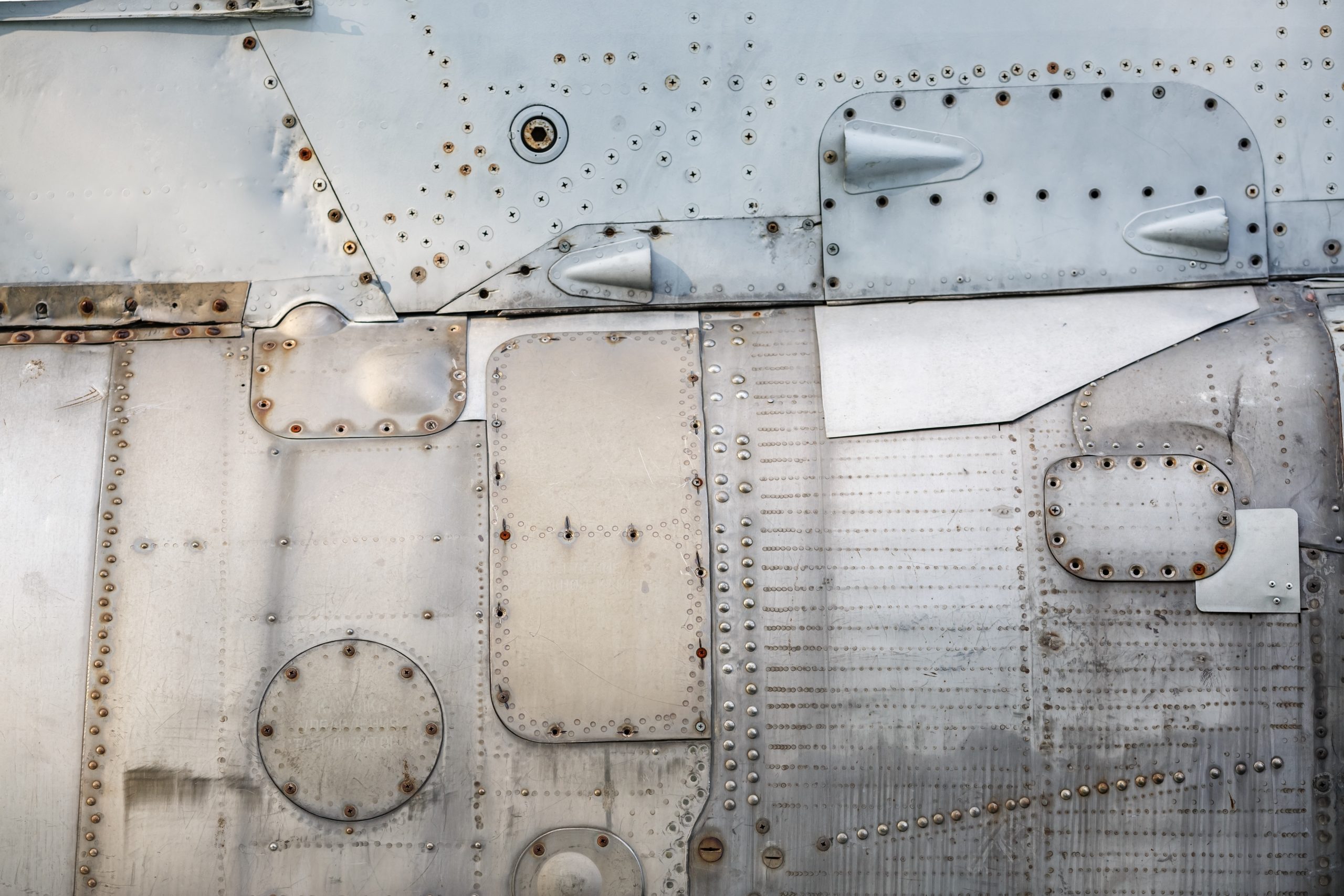
CNC riveting is a mechanical process that permanently fastens geometric shapes ranging from simple to complex. Rivets are cylindrical metal shafted tails or mandrels that have dome-shaped heads. These types of fasteners create a watertight join when connected through the glowing hot drilled holes. When the metal cools, the rivet contracts, and the two parts become one. Riveted structures are generally heavier in weight. Blind rivets are used in a variety of metals including aluminum steel, stainless steel, and copper. A hole is drilled and then the rivet is set inside of the hole. The machine or fabricator then pulls the mandrel of the rivet to reach the designated peak force until it eventually snaps off. This leaves a “blind” or flush-looking properly installed rivet. One of the biggest advantages to riveting is that there is no way to under-torque rivets. A rivet will install perfectly every time as long as the correct diameter and grip range are chosen.
Riveting is one of the oldest technologies, and was used for ships, structures, and vessels before World War II. CNC riveting can be used for a variety of operations such as for aircrafts, structural beams, small electronics, RVs, and submersibles. Many CNC riveting machines are made for manufacturing lines, making turn-around time faster with a higher degree of automation.
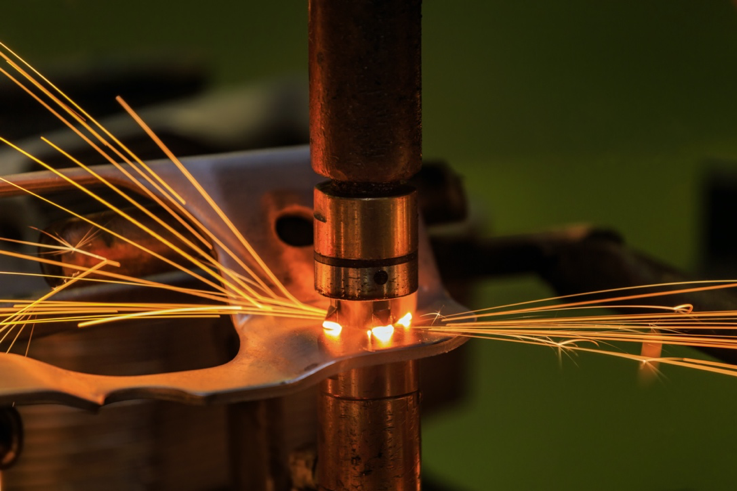
Welding
Welding is the more familiar method of fabrication widely recognized in the industry to join metal materials. Welding also fuses two pieces together, either manually or with the help of a CNC machine. Instead of heating up the individual parts of metal that are being formed together, welding uses an external high heat source that melts the pieces to conjoin them. Welded joints always provide very high efficiency compared to a riveted joint. When thinking about aesthetics, welding will always give a smooth, visually-appealing structure while also having comparative strength to a rivet. Welded structures tend to be light in weight compared to riveted structure due to the fact that in welding, gussets — the connecting components — are not being used. Alterations and additions can easily be made within the welded structure, whereas once a rivet is in place, there is no longer room for altering. Some disadvantages to welding include uneven heating and cooling involved in the process. This factor can inhibit additional stresses to the metal. The inspection for defects tends to take longer for welding structures due to the heating and cooling process, which will also result in more manual labor for the fabricator.
Both Great: Depends on Project & Finished Appearance Desired
Many riveting structures were replaced by welding after World War II because welding was less time consuming. Riveting requires holes being made, proper assembly with the rivets, pressure, and correct grip diameters before being assembled, whereas welding only requires assembly without much preparation. The loss of metal due to the hole in the rivet structure ultimately makes it a weaker bind. Welding does not consist of any metal loss like so, leaving it with a rather stronger connection. Welding, whether using CNC machines or fabricating manual labor, tends to be a quicker and generally cheaper process due to fewer steps and parts needed. Drilling holes, inserting the rivets, heating the protruding end — all these steps take up a substantial amount of time in comparison to a weld. However, for very thin sheet metal, welding might not be sufficient as its possible to burn through. Rivet holes tend to stretch and have a more calculated clearance when welding may not be the best alternative. As with most things in engineering, not everything is a ‘one size fits all’ — and with riveting and welding that phrase most definitely holds true. Here at MFI we pledge to utilize the best method for conjoining metals based on the end user’s desired requirements.