Welding procedures require bend tests for many parts such as tubes or pipes. It’s important to know the properties of the part to be worked on. The inside bend radius (sometimes called the intrados), the outside bend radius (extrados), and the centerline radius (or neutral line) where neither compression nor stretching occurs are all critical variables when bend testing.
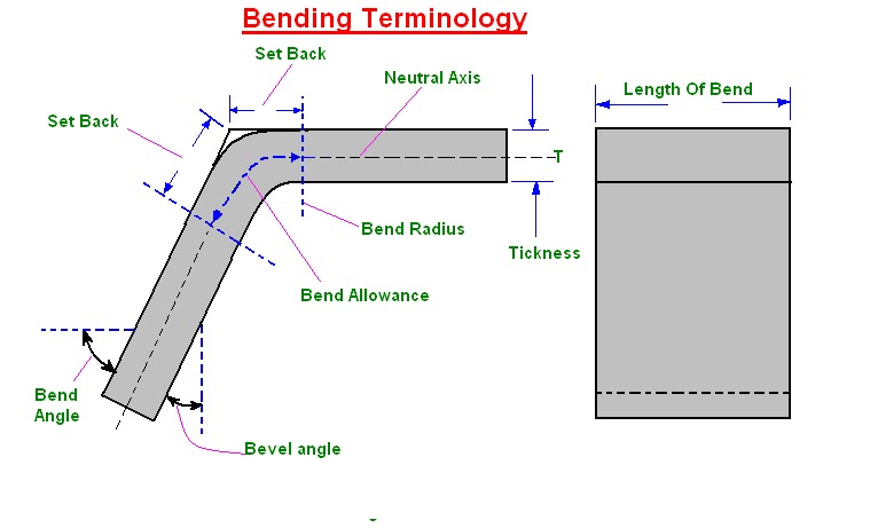
The distance between bends (DBB) is the distance between two tangent points where a straight section begins to curve and the bend finishes. Similar to press brake forming, tubes and other parts experience a springback after being bent, which can produce radial growth in the tube. Depending on the metal of course, outcomes will vary. For example, stainless steel will have more radial growth post-bend than copper. The quality of the metal, size, and consistency of weld seam are all integral parts of the finished bend. If two edges of a joint aren’t aligned correctly, or the weld bead (deposited melted filler metal) isn’t the right size, it could end up affecting the shape of the tube negatively and the “perfect bend” won’t be achieved. “Elongation” is the term coined for when the outside radius stretches causing wall thinning. This causes the outside of the surface of the bend to cave in, resulting in an oval type shape much distorted from the original desired round shape. Most tubes are bent by ram-type bending, roll bending, compression bending, or rotary draw bending.
Ram-type bending uses a hydraulically driven ram that forces a tube against rollers or pivot blocks and can achieve three to four times the original diameter of the workpiece. These types of benders can be found in any muffler shop. This particular method is popular in square tubing applications. It is the least expensive way to bend tubes or pipes; however, it is not as controllable as some of the other methods. If one is in need of certain aesthetics or cosmetics to the workpiece, or need tight bending tolerances, the ram-type method may not be the most suitable.
Roll bending is generally used for large workpieces in construction. The material is formed by applying force from two to four rollers within a CNC machine. There is a narrow gap between the two middle rolls through which the metal sheet is fed. In this setting, a metal sheet panel would pass through the machine without being bent. After the CNC machine is set to roll bending, the middle rolls down in relation to the two side rolls to create the bend. The deeper these rolls are set, the smaller the bending radius. The smallest bending radius is equal to the upper roll diameter. The metal is not cut or removed. Roll bending is generally used when a metal sheet is to be given a large smooth radius, or to produce spirals.
Compression bending uses a roller as well or a compression die to bend the workpiece but instead compresses it around a stationary bend die. It clamps the workpiece from behind and compresses the tube against the stationary bend die. This is a good method for those creating symmetrical workpieces. Identical bends can be achieved with this use in one go with the machine creating two bends on each side. This method is mostly used to produce household items and commercial products. An example of compression bending that can be seen in the daily world would be a towel bar with two identical bends on each side hanging on the wall of a bathroom.
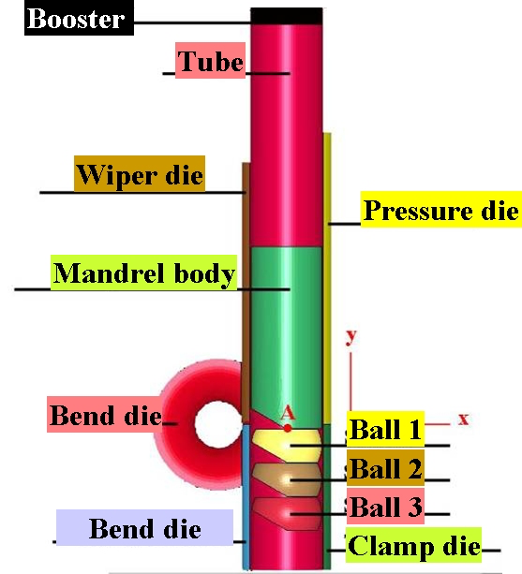
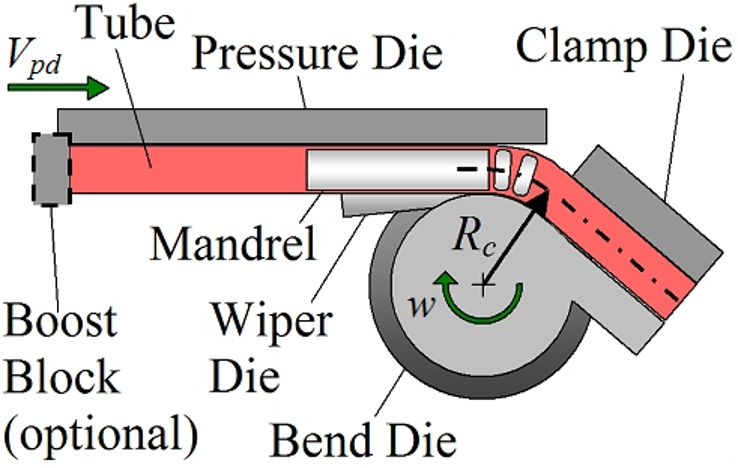
Rotary draw bending is ideal for tube bending involving tight radii. This method gives the utmost control regarding wall thinning and risks of ovality that ram-type bending may fall victim to. Rotary draw bending supports the metal being bent used a mandrel inside the tube while utilizing precision tooling on the outside. A rotary draw bend entails a pressure die holding the straight section of the tube, a clamp die rotating the workpiece around a curved rounded bend die, a mandrel with a series of balls on the tail end to support the interior of the tube around the bend, and a wiper die that wipes the workpieces tangent point of the inside radius to prevent against any wrinkles that could potentially be formed in the process. The pressure die also supports the outside radius of the tube during a bend. More common today, hydraulics are being used by pushing against the pressure die to minimize wall thinning further. Each element involved in rotary draw bending allows for total control of the inner and outer diameter throughout bending. It’s important to practice attentiveness with what metals and tools you’re working with when rotary bending. It’s important to have a combination of hard and soft materials. When using a hard work piece, a soft mandrel is optimum. If mandrel is too hard it could get stuck inside of the tube. Respectfully, a soft workpiece would in turn require a harder mandrel.
There is always a level unpredictability involved with any trade; however, with the advancements of modern technology, bending will only become more precise every time. Whether working with pipes or tubes, whichever method of bending utilized is always relative to the quality of the material, machines, tools, and lubrications involved. Also, knowing the proper bends is just as important as the quality of material being used. Due to different levels of spring back from different metals, it’s crucial to know what’s best for the desired outcome. Here at MFI, we utilize the ideal bends for our end user’s desired project requirements and can assure that our expert fabricators will produce the highest quality products.